ものづくり日本の心
第3章:豊かに広がるものづくりの世界
文:梶 文彦写真:谷口 弘幸(Penthouse STUDIO)
■目次
通奏低音を聴きとったペリー
幕末から明治にかけて、わたしたちが西洋の科学技術を取り入れようとする以前に、私たちの中に流れている通奏低音ともいうべき、ものづくりの発露と資質を肌で感じとった外国人もいます。
黒船でやってきたペリーは、3度の来日で見聞きした記録を「日本遠征記」としてまとめています。その中で彼は、日本人のものづくりの巧みさを目の当たりにして、以下のように報告しているのです。
「実際的及び機械的技術に於て日本人は非常な巧緻を示してゐる。そして彼等の道具 の粗末さ、機械に対する知識の不完全を考慮するとき、彼等の手工上の技術の完全なことはすばらしいもののやうである。日本の手工業者は世界に於ける如何なる手工業者にも劣らず錬達であって、人民の発明力をもっと自由に発達させるならば日本人は最も成功してゐる工業国民に何時までも劣ってはゐないことだらう。・・・彼等の好奇心、それを自らの使用にあてる敏速さによって、・・・日本人が一度文明世界の過去及び現在の技能を所有したならは、強力な競争者として、将来の機械工業の成功を目指す競争に加はるだらう。」(*①『日本遠征記』(四)ペルリ提督、岩波文庫)
粗末な道具を使いながら、巧妙な細工を仕上げる高い技能に驚きながら、ペリーは、日本が西洋の機械技術を学べば、やがて我々の強力なライバルとして台頭してくるだろうと書いています。江戸時代の日本人の手工業の巧みさから、現代の日本人の姿を予見したペリーの慧眼に驚きます。 ペリーは「日本遠征記」では他にもあちこちで、日本人職人の卓越した技術と工夫に驚嘆したと書いていますが、彼らの驚きは、単に仕上がりの巧みさ、工夫の質的な高さに対してだけではありません。 動物学者で標本採集に来日して大森貝塚を発見したエドワード・モースは、後に東大で動物学を教えながら日本各地を訪れ、日本人の生活ぶりをつぶさに観察・記録しています。 そして、貴重な著書をいくつか残しているのですが、②『日本のすまい 内と外』(鹿島出版会)など著書の中で、モースは、日本の大工を見て、アメリカの大工と比較してこんなことを述べています。
「わたしは、アメリカで日常はたらいている大工につては、かなりの知識を持ってい るつもりだが、両者を公平に比較してみると、日本の大工の方が、その技術にかんする限り、はるかに優秀だ、と自信を持っていえる。日本の大工はその仕事じたいがすぐれているばかりか、新しいものを創造する能力においても、アメリカの大工より優れている。」(同書『日本のすまい 内と外』(鹿島出版会))
さらに、日本の民家の調度や飾りがごてごて飾ったものではなく、質素でシンプルなこと、欄間の美しさなどを称賛し、
「優雅で 、美しさにとんだ彫刻をデザインしたり、製作したりする芸術家は、小さな 町や村、あるいは辺鄙な地方に、じっさい、たくさんいるのだ。これはまったく驚異である。日本中いたるところに、すぐれたさまざまな作品がある。・・・日本ではこのような職人がたくさんいて、芸術家の分布が、アメリカの場合より、広範囲でかつ一般的だ」(*③同書『日本のすまい 内と外』(鹿島出版会))
とのべ、洗練された細工が大きな都会の家屋だけにあったり、名の知れた作家によるものであったりするだけではなく、小さな農村の民家の中の小さな家具や道具についても、ひとつひとつの細部に、神が宿るような細やかな神経が注がれていることに驚いているのです。
そして、壁面一杯に装飾品を飾るアメリカの家庭とくらべて、日本の家屋では、家具も目立たないように配置し、装飾品もたくさんある中からひとつだけを選択して季節や状況にあわせて表に飾る控えめさ、余分なものを徹底的にそぎ落した素朴なたたずまい、洗練された美しさに感嘆の声を上げています。
ペリーも、モースも、日本人のものをつくるという行為だけでなく、作られたものの扱い方、ものに対する愛情の持ち方、さらにはものをつくることを通して構築された文化や様式に秘められた背景をしっかりと見ています。
明治初めには、数千人のお雇い外国人が来日しています。そのほかにも、政治やビジネスなどで来日し、長期滞在をした人の数は、かなりの数にのぼります。
彼らの視点は、単なる物見遊山から学術的な深い考察まで、質的には玉石混交のようでしたが、なかには、ペリーやモースのように、当時の日本人の生活やつくられたものの中に、ものづくりの通奏低音を感じ取っていた人たちもいたのです。
ものづくり――やまとことばの融通無碍さ
ところで、いまさらなのですが、ここで、ここまで書いて気になっていることを処理しておきたいと思います。それは、わたしたちがよく使う「ものづくり」ということばの、表記法、記述法についてです。
わたしたちは、「ものづくり」ということばを、匠の熟練した伝統工芸の技から最新鋭のマシニングセンターによる全自動の加工、さらには子供の工作教室から粘土細工などまで、なんの抵抗もなく使っています。
単に物を加工する、つくるという物理的な行為だけでなく、その前後の発想や計画・設計、さらには準備、片づけなどまで、きわめて広い範囲を含めたことばとして使っています。このことばがもつ、なんでもありの融通無碍さにこそ、日本人の「ものづくり」の本質があるのではないかと思います。
わたしは外国語の専門家ではないので自信はありませんが、日本人が使うようなニュアンスの「ものづくり」に相当することばが、英語やドイツ語、フランス語、スペイン語、中国語……など、他の国にあるかと問えば、答えはおそらく「?」でしょう。このことばこそ、日本のものづくりを特徴づけることばではないかと思います。
本稿ではここまで、ことばとしては「ものづくり」と表記してきました。なかには、なぜ「モノづくり」や「物づくり」、「物作り」、「物造り」、あるいは「もの創り」ではないのかと違和感をお持ちの方もいらっしゃると思います。
一例をあげただけでこの組み合わせの数です。その無限さも日本語のすごいところです。組合せによって意味が微妙に変わる、それを楽しめるのも日本語ならではの魅力と言っていいでしょう。
話しを本論に戻しましょう。
「ものづくり」ということばは、日本固有の「やまとことば」と説明されています。ここでいうやまとことばとは、やまとの時代から使われていた、日本本来のことばの使い方ということです。
といっても、「ものづくり」ということばそのものが、やまとの時代に使われていたというわけではありません。「もの」「つくる」ということばがあって、両方をつなげた「ものづくり」という表現が、本来から日本にあったことばの使い方だということですね。
本来から日本にあったというのは、漢字が大陸から輸入される4、5世紀以前から日本で使われていた日本オリジナルのことばの使われ方だということです。
ものづくりという表現が意味するところは、加工や手作業、生産、技術などの物理的な作る、加工する行為に限りません。ものを発想したり、企画・設計したり、作ることにまつわる思いや知恵、工夫、思索、概念、姿勢など広い範囲の意味が含まれています。
そのためでしょうか、「つくり」のことばに「作り、造り」などの漢字を当てずに、ひらがなを当てる人が多いようです。
私もこれまで、「ものづくり」とひらがなを使ってきました。
そのことにさしたる理由はありませんでした。ただ、「物」「作り」「造り」とすると、漢字の意味に引きずられて、具体的な「物」を加工する物理的な行為のイメージが強くなり、それでは、発想やアイデア、企画・設計などの要素が抜け落ちてしまいます。さらに「創り」とするのは、同じようにゼロから創造する方向に偏ってしまうので、ひらがなで「ものづくり」と表記した方がすべてを包含してしっくりくる、そんな気がしていたにすぎません。
そして、ひらがなで書くことについて、きちんと根拠を説明できずにいたことに、ある種の落ち着きのなさを感じていました。
しかし、あるときたまたま手にした、中国文学者である高島俊男の 『漢字と日本人』(文春文庫)を読んで、以下のような説明に出会い、目からうろこの思いがありました。
高島は、『とる』という語には、「取る」「採る」「捕る」「執る」「摂る」「撮る」などがあるが、どうつかいわければよいかと質問をされることがある、と前置きをして、
「「とる」というのは日本語(和語)である。その意味はひとつである。日本人が日本 語で話をする際に「とる」という語は、書く際にもすべて「とる」と書けばよいのである。漢字でかき分けるなどは不要であり、ナンセンスである。「はかる」も、おなじ。その他の語ももちろんおなじ。・・・(中略)・・・純粋の日本語を書くときに、ここは中国人だったら何という動詞をあてるだろう、と頭を悩ます必要なぞ、さらさらないのである」(*④『漢字と日本人』(文春文庫))
と書いています。 小気味のよい明解な説明ですね。ここで高島が、和語と書いたものが、ほぼ、やまとことばを指しています。「ものづくり」という言葉の持つ融通無碍さはどうでしょうか。ものも精神も同じレベルで自在につながっています。
豊かに広がるものづくりの世界
どういうことかと言えば、漢字が入ってくるまで、日本には話しことばがあるだけで、それを書き表す文字はありませんでした。だから、その頃に使われていたことばは、「とる」という発音があり、それで、取る、採る、捕る、執る、摂る……のすべてを表現していたのです。だから、どの意味で使うときにも、漢字を使わずに、「とる」と書けばよいと言っているのですね。受け手も、その意味するところを、取る、採る、捕る、執る、摂る……の意味を持つことばとして受け入れ、判断し、理解すればよい、ということです。
「ものづくり」に当てはめれば、このことばがやまとことばである以上、「もの」も「つくり」も漢字をあてずに「ものづくり」とすることが日本語的に自然だという説明です。
ことばが示す意味としても、「作り」や「造り」、「創り」のひとつに限定せずに、それらを広く包含した「つくり」として表現し、理解することが正しい……と高島は主張しているわけですね。
これを読んで、長年のもやもやが一瞬で飛び、すとんと腑に落ちる思いがしました。
言われてみれば、「ものづくり」という表記法が、わたしたちがこのことばに抱いているイメージや豊かなニュアンスを見事に表現していることに気づかされます。高島の説明に深く納得です。
また、上代日本文学の第一人者中西進も、
「そもそもの日本の心を知るために、まず感じを取り払ってみましょう。「は」とは歯でも葉でも端でもあるのですから、「漢字で書くと別だ」という考え方を捨ててほしいのです」*⑤『ひらがなでよめばわかる日本語』(新潮文庫)。
と書いています。
いま、書いていますと書きましたが、この書くも同様で、本来は「かく」と書くべきだといいます。理由は、文字が入ってくる以前にすでに「かく」ということばがあったそうです。文字がないのにかくという言葉があった理由は、縄文時代、土器を作るときに文様を入れた作業を「かく」と呼んだそうなのです。先のとがったもので柔らかい粘土を引っ掻いて文様をえがく。原初のかくとは掻いて表面の土を欠くことだったのです。
後に漢字が入ってきたときに、指を使って何かを記す動作を「かく」といい、文字をかくことに「書く」、絵を描くことに「描く」をあてて区別するようになりました。そのため、かくという言葉が、本来はどういう働きを示すものなのかがわかりにくくなってしまったようです。
「もの」についても、物理的な「もの」を示すだけでなく、「ものみ」(物見)、「ものがなしい」「もののけ」(物の怪)などを例にあげて、「もの」には目に見えるものと見えないものがあると言い、日本語は「包容力のある、創造性豊かな沃野をもつ」(*⑥同書『ひらがなでよめばわかる日本語』(新潮文庫)ことばで、この「意味の豊かさ」こそが日本語であると書いています。
書き文字として漢字が日本に輸入されるようになったのは、五世紀から六世紀ころと言われています。わたしたちの祖先は、中国で使われていた漢字を輸入しながら、ひとつの文字が「音読み」と「訓読み」という二つの読みをもつ、世界にもまれな仕組みを発明し、さらにカタカナ、ひらがなという書き方も生み出しました。
日本語は、
ひとつのことば「山」を、やま、ヤマ、山と3つの文字で表記でき、しかも、やま、さん、ざん、せん……と何種類もの読み方がある、世界でも天然記念物的な希少種の言語なのです。
しかも、「雨」ということばだけでも、「あめ」、「さめ」「う」「あま」と呼び分けて、春雨、秋雨、朝雨、小糠雨、細雨、桜雨、五月雨、霧雨……と、数十の「雨」を生み出し、さらには、雨上がり、雨だれ、雨あし、雨模様、雨宿り……など状況を表すことばを作り出して、わたしたちはその繊細な違いを使い分けてきました。
中国語では、「雨」は、どこでどのように使われようと、読み方はひとつ、「yu」だけです。そして、降る雨を表現することばは、日本語と比較しても数えるほどしかありません。
自然を表すのに豊かとはいえない語彙の言語(中国語)を輸入しながら、わたしたちは独自の感覚で隙間を埋める多くのことばを生み出してきました。この繊細さが、ものづくりの繊細さを生みだしているのはいうまでもないでしょう。
前出の高島俊男は、日本語が熟していない段階で文字として漢字を入れてしまったので、日本語(和語)はそこで成長が止まり、中途半端なことばとして現代まで来てしまった、と述べています。
そうした要素があるとしても、私は、表記法が3つもあり、豊かな表現力をもつ日本語そのものを、世界の文化遺産として登録してほしいと思っているほどです。
こんな多様で繊細な表現を含む、独創的なことばをもつ国民は、世界でもあまり例はないのではないでしょうか。
ことばはわたしたちの精神形成に大きな影響を及ぼしています。こうしたことばの豊かさも、わたしたちの「ものづくり」を豊かなものにしてきた重要な要因のひとつです。
自然環境が生む特有の美意識と変化への感性
日本のものづくりの特徴として、細部の仕上げに注がれる神経とともに、現場で継続して進められている改善の例がよくあげられます。日本では現場で日常的に改善が繰り返されるために、現場の姿は絶えず変化しています。こんなに変化する現場は世界でもまれでしょう。
変化を好まない保守的な人が多いと言われる日本ですが、私たちの生活環境では、小さな変化は日常的に起こっています。言い換えれば自分から変化を起こさなくても、自然と変化の中にいるわけです。変化は起こすものではなく、起きるものということができるかもしれません。これが日本人が自分から変化を起こさずに済ませようとする大きな要因になっているとも考えられます。
日本人にとって1年は、ほぼ均等に分けられた4の季節で成り立っています。
春の桜と桃、夏の照葉樹林の濃い緑と蝉の声、秋の鮮やかな紅葉と虫の音、そして落葉、冬の雪景色と春の到来を告げる梅……。3か月ごとに春夏秋冬がやってきて、折々にそれぞれ特徴のある花が咲き、景色が展開されます。
3月の末から4月初めにかけて、桜の開花日を今日か明日かと気にしながら、わずか2週間ほどの間に、つぼみから開花して絢爛たる光景を見せながら葉桜となって散っていきます。その変化の激しさは、季節の変化の少ない国の人から見ると、早送りの動画を見るようではないかと思います。
日々生まれる小さな変化が積み重なって季節の移り変わりが生まれ、年々同じようで、決して同じではない光景がグラデーションのように変化していきます。日本人には当たり前のことですが、世界的にみれば、こうした国は多くありません。
わたしたちが持っている美意識の源泉として、こうした季節ごとに移ろう自然環境の変化があります。日本の工芸には、梅や桜の春景色、錦秋など一瞬の美しさが切り取られて細やかな神経でちりばめられていますが、自然が多くの芸術にも扱われているのが日本の工芸の特徴でもあります。
「万葉集は世界の古典の中で一番多くの植物名が登場する作品だ」(*⑦『花と木の文化史』岩波新書)
というのは元大阪府立大学教授の中尾佐助です。
中国の『唐詩選』にも植物は登場するのですが、種類は貧弱で、しかも「花」「木」「植物」として概念的に扱われているにすぎません。それに対して、万葉集の中で歌われた植物は圧倒的に多く、しかもほとんどが日本原産植物で、ハギ、ウメ、マツ、サクラ……と具体的な植物名が登場する、と中尾は紹介しています。
しかも、単に、花が咲いているというのではなく、どんな植物の、どんな花が、どんなふうに咲いているのかが関心事になっていて、花の咲き方、あるいは花が置かれている環境、花を見る状況、切り取った一瞬によって印象が大きく変わり、その心象風景が日本人にとって重要な詩の主題になっているというのです。
そして、季節から季節へ、あたかもエッシャーのだまし絵のように毎日少しずつ移りゆく変化もまた、私たちには日常生活の中での大切な楽しみのひとつになっています。
多田道太郎は自身の「多田道太郎著作集」4(『日本人の美意識』筑摩書房)のなかで、
「植物の色を四季に応じて移すことで、(日本人に)変化への適応力を身につけさせている」(*⑧「多田道太郎著作集」4(「本人の美意識』筑摩書房」)
と書いています。
保守的に思われがちな日本人が、これほどものづくりの現場でせっせと改良・改善に取り組んでいるのも、こうした自然の移り変わりの中に身を置いて、変化への適応力を身に着けてきたためでしょうか。毎日の小さな変化を受け入れる代わりに、逆に大きな変化を生み出せないという弊害も、私たちの課題なのかもしれませんが。
“ものづくりする神”がおわす国
こうした自然に対する感覚や美意識には日本に独特のものがありますが、働くということに対しても、私たちは神話の時代から独特の感覚を持っていたというのは、元東京大学教授の小室直樹です。
法学博士でありながら、工学・数学・経済学・社会学・民俗学・史学・・・など多様な領域で独自の研究を進め多くの弟子を育ててきた異才ですが、彼は独自の視点から日本は神話の時代から「労働を尊び、神様までがものづくりに親しんでいた国」だと主張しています。
「日本の最高神である天照大神は、機織りをしていらっしゃる。つまり働いておられ る。機織りしているところに、弟の須佐之男命が裸の馬を投げ込んできたので大いに怒られた。」(*⑨『日本人のための宗教原論』小室直樹、徳間書店)
これは古事記/日本書紀で紹介されているエピソードです。
古事記/日本書紀は両方を合わせて記紀と称されていますが、神々の誕生と日本の国の創成にまつわる歴史を記述したもので、『古事記』は712年、『日本書紀』は720年にまとめられたものです。
どちらもなかなかの大部(古事記は上巻~下巻の三巻、日本書紀は巻第一~巻第三〇)です。教科書などでも部分的に紹介されているので、知っている人も多いでしょう。
なかでもよく知られているのが、天照大御神が天の石屋戸の向こうに引っ込んでしまい、光を失った高天原が真っ暗になってしまうという故事です。困った神々が何とか天の石屋戸の戸を開けさせて天照大御神を誘い出そうと知恵を絞り、アメノウズメノミコトの踊りで誘い出すことに成功して高天原に光が戻った、という物語です。
いったいなぜ天照大御神は天の石屋戸の裏に引っ込んでしまったのでしょうか。そのきっかけとなる出来事は教科書でもあまり紹介されていません。その原因のひとつが、小室直樹が紹介している機織りの場面での須佐之男命の行為です。
神様の行いとしてはあまり芳しくないので、省略されることが多いのですが、例えば以下のような、弟スサノオノミコト(須佐之男命/素戔嗚尊)の暴虐な行為です。
その場面を、古事記はこう記しています。
天照大御神、坐忌服屋而、令織神御衣之時、穿其服屋之頂、逆剥天斑馬剝而、所隋入 時、天服織女見驚而、於梭衝陰上而死。
天照大御神、忌服屋に坐して、神御衣織らしめたまふし時、その服屋の頂を穿ち、 天斑馬を逆ぎに剝ぎて堕し入るる時に天の服織り女見驚きて、梭に陰上を衝き死にき。
(*⑩『古事記』倉野憲司校注、岩波文庫)
前者が原文、後者が読み下し文です。現代文にすれば、ある日、天照大御神が、忌服屋という御殿で神に献上する衣を織らせていた時、須佐之男命はその御殿の屋根に上って穴をあけ、斑色の馬の皮を剝いだ死骸を織物場に投げ落としました。これを見て驚いた織女の一人が、誤って織機の梭(ひ:機織りで横糸にくぐらせる縦糸をまいたシャトル)で自分の陰処を衝き、死んでしまいました・・・といったところでしょう。
日本書紀でも、この場面は、同じように、
「又見天照大神、方織神衣、居齋服殿、則剥天斑駒、穿殿甍而投納。是時、 天照大 神、驚動、以梭傷身、由此發慍、乃入于天石窟、閉磐戸而幽居焉。
(また天照大神の、みざかりに神衣を織りつつ、齋服殿に居しますを見て、則ち天斑 駒を逆剥ぎて、殿の甍を穿ちて投げ納る。是の時に、天照大神、驚道たまひて、梭を以て身を傷ましむ。)」(*⑪『日本書紀』(一)、大野晋ほか校注、岩波文庫)
と書いています。
こちらでは、天照大神自身が齋服殿で神衣を織っていて、剥がれた馬の死骸が投げ込まれたことに驚いて梭で傷ついたとなっています。
スサノオノミコトはそれまでも、姉である天照大御神が稲を育てている田の畔を壊したり、新嘗をいただく神聖な御殿に糞をまき散らしたりと狼藉を繰り返す神様、いまふうにいえばワルガキ弟?でしたが、さすがの天照大御神も、そうした弟のたび重なる無謀な行動にあきれ、憤慨して天の石屋戸の中に身を隠してしまったというわけです。
この後、残された神々は太陽の光を取り戻し、世の中を明るくするために天照大御神が岩戸を開けて出てくるように知恵を絞って試行錯誤するのですが、その顛末はともかくとして、小室直樹が着目したのは、そもそも主神ともいえる存在の天照大御神自身が、蚕を育て、服を織る労働に携わっていたということです。
世界中に宗教があり、創成の物語が残されていますが、多くの宗教では、その主神ともいうべき存在が労働などという卑しい行為をするものはほとんどありません。
「ヨーロッパ人にとって多神教の最高神であるデウスが労働をしているなどという話 は 聞いたことがないどころか、ゼウスが怒った時には、罰として「額に汗して働け」という刑罰を与えている。かれらの世界では働くことは懲罰だった。神話時代には神様は働かないし、労働はいやしい人間のすることで、働かない人間がエライ、というのが基本的な考えだった。それにくらべて、日本ではもともと働くことは価値があり意味のある行為であって、神様自らも労働に従事している」
と小室直樹は講演などでも話しています。
「農業に対してもその作業を重要視しており、いまだに天皇陛下は自ら田植えをなさ る」(前掲*⑨『日本人のための宗教原論』)
というのが神話の時代からの基本姿勢であると小室直樹はいいます。
そうした考えは気づかないうちに現代にも受け継がれていて、たとえば、日本人は、会社に勤めていて、窓際族になることを嫌がります。給料をもらって、働かなくていいから会社に来ておれ、という立場になるのを日本人嫌がりますが、逆に欧米人は「給料もらって働かなくていい万歳!」と窓際族になることを喜びます。かれらがそれを嫌がるとすれば、それは出世から遅れるからですが、出世してどうしたいかと言えば、働かずに収入を得るようになりたい、というわけです。
また、日本人は定年になることを悲しみますね。働かなくていいと言われたら、生活には支障がなくても、何をしたらいいのかわからなくなり困惑する人が多いようです。それに対して、プロテスタントは「労働は価値がある」といいますが、多くの欧米人は働かなくてよい立場になることを喜びます。
日本は神話の時代から、主神自らよく働きます。しかしキリスト教の立場は、強制される労働をやめられる立場になることを喜びます。これは宗教的な価値観の違いだ、というのが小室直樹の意見です。
働くことに価値があり、人のために役に立つ労働をすることに価値を認めるのは神話の時代から受け継がれた日本人の特徴のようです。労働という行為に対するそうした意識が文化としてそのまま労働の結果=作り上げたものへの思いにつながっているのかもしれません。
清濁を併せのむ美意識
わたしたちは、美しさに対する感覚や意識を「美意識」と呼んでいますが、フランスやイギリス、ドイツなどでは、こうしたものは「美学」Aestheticsとして扱われます。
西欧文化で「学」であることが、日本人にとっては「意識」なのですね。
言い方を変えれば、西洋の美学は、「学」である以上、鑑賞者・受け手に無関係に「美」が存在しますが、日本人の言う美意識ということになれば、意識する受け手を抜きには語れません。日本流に言えば、美しさそのものが存在するのではなく、見た人間が美しいと感じるから美しいのだということになります。
西洋の「美学」の基本に合理がありますから、美醜に対する評価と価値づけは学問として体系的にでき上がっています。だから「美」に対する評価に比べて「醜・キッチュ(まがいもの、俗物)」に対する評価は厳しいものがあります。
それに対して、日本人の美意識は美しいものに対してだけでなく、キッチュに対しても寛容だと同書⑧で多田も書いています。崩れた魅力もまた、美意識を刺激するひとつの要素でありうるということでしょう。
私たちはよく、「日本人は合理だけで生きていない」などと口にします。また、清濁を併せ呑むという言い方もあります。美意識の中の、キッチュをも容認する精神には、いわゆる西洋式一神教の合理基準とは違った、「万物に八百万の神が宿る」とする日本的な合理、融通無碍な基準が働いているのではないかと思います。
原因と結果をつなぐラインの中で、有用なものだけを直線で結んだ単線的な西洋流の思考にくらべて、遊びやムダ、迷い、遠回りなども包含しながら、さまざまな形状のラインを緩やかにつなぐ思考が、日本人にはあるような気がします。
台湾出身の物理学者で文明史家の謝世輝は、
「西洋の近代合理主義は貫徹性があり、全てのものを科学的に処理していくが、日本 の合理主義は不分明で、心情的な解釈と処理に終わりがちである」
と述べ、さらに、
「日本の合理主義は、理性ですべてを割り切ってしまうことはしなかった。人間は自 然の一部分であり、自然にしたがい、自然との調和が重視されてきた。・・・日本では自然は温和で美しいものと考えられていた。日本人の自然観には、常に美的情緒がともなっていたのである。」
そのために日本の文化伝統では、人間と自然が融和し、その中に血の通う造形作品が絶えず生まれてきたのである。そのため、元来の日本の合理主義は、自然と人間を温かく包み込むものであった」(*⑫『日本近代200年の構造』講談社)
と述べています。
美化し過ぎの感もありますがそういわれればあながちそれは違うとは言いにくいところがあります。たしかに、日本人は論理の正しさだけに走るのではなく、論理と感性の狭間にある微妙な揺れを容認しながら、解を見つけてゆこうとします。このあたりに、論理を第一義に重視する西洋の合理主義との違いがあるかもしれません。
ものづくりの現場で、苦し紛れの最後にひねり出される問題解決の工夫なども、こうした論理だけでは思いつかない発想が重要なヒントになって生まれるケースも少なくないような気がします。
算術に見る日本的合理主義
こうした日本的な非合理/遊びを含めた論理的?な思考を説明するときに私がよく使うひとつの例として、江戸時代の野沢定長という数学者の、円周率に関する話があります。以下は、ほぼ『日本史再発見』(板倉清宣著、朝日新書)の受け売りです。
江戸時代、日本の数学レベルはかなり進んでいたそうです。
古くから、円周率=パイ(直径に対する円周の長さの比)は、数学に興味を持つ学者たちの一大関心事でした。日本においても例外ではなく、すでに江戸時代の初期には円周率の値として三・一*までは把握されていたようです(円周率=3.141592・・・)。
そんな数学者の一人に、野沢定長という人がいました。1600年代中ころのことです。
野沢定長も円周率の研究に携わり、紆余曲折を経て、1767年には、計算によって、3.14と小数点下2ケタまで算出します。
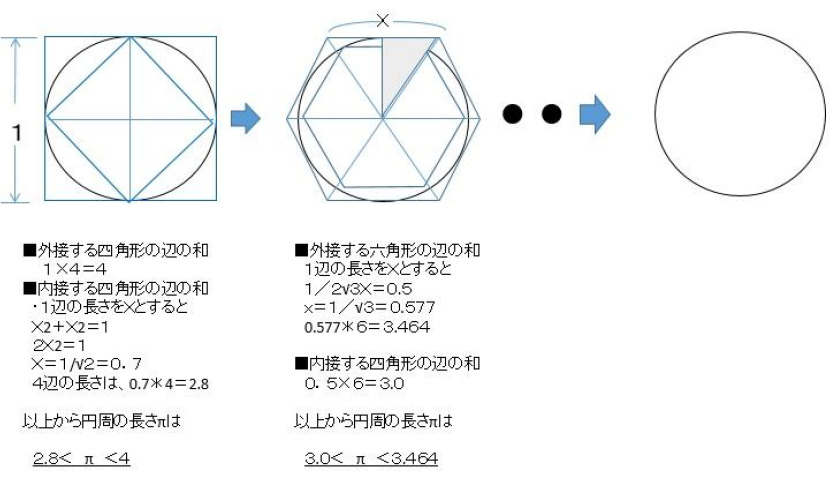
円周率の値をどのようにして求めたかと言えば、円周は、円に外接する正多角形の辺の和より小さく、円に内接する正多角形の辺の和より大きい、ということから算出します。
内接・外接する多角形を、正方形からはじめて、正八角形、正十六角形・・・とだんだん多角形にしていって、外接する正多角形と内接する正多角形の間をどんどん狭めていきます。1650年ころを境にそろばんが普及しはじめましたので、計算はそろばんと手計算です(図3-1)。
当時の数学者たちの間で、用いられていた方法に「遺題継承」というやり方があります。
これは、数学者が著書を出版する際に、巻末に問題を提起する。次の著者はこれに回答を提示し、その上でさらに自分から問題を提起するというやり方で、どんどん問題を継承していくというものです。
これを遺題継承と呼びました。こうしたテーマに円周率も扱われ、円周率の数値はすでにかなりの桁まで把握されていたようです。
さて、計算によって3.16を経て、3.14までたどり着いた野沢定長でしたが、しかし彼は、たどりついた3.14を捨てて、ある時からあえて3.162を円周率の値として主張したといいます。計算によって算出した3.14という値が、論理的に正しいことを自覚しながら、数学的に正しいだけでは満足しなかったと言うのです。(*⑬『日本史再発見』(板倉清宣著、朝日新書))
忽然と知る円数の妙
野沢定長が、数学的に正しい3.14を取らず、あえて3.162を選択したのは、なぜでしょうか。
円周率の計算に明け暮れるある日、彼はあることを発見して、「忽然と円数の妙を知った」
と紹介されています。その「妙」とは、
「円周率の値は形=経験によってこれを求めれば3.14だが、理=思弁によってこれを求めれば3.162である」(*⑬「日本史再発見」板倉聖宣、朝日新書)。
というのです。
実際の形からくる値を「形で求める」といい、理屈に沿った値を「理で求める」として、野沢定長は、形よりも、「理=思弁」を取りたい、というのです。思弁とは頭の中で考えた理屈ということで、そうすれば、3.162になるというわけです。何やら狐につままれたような話ですが、分かりやすく言えばこういうことです。
数学というと、どちらかと言えば計算がすべてで、感情や思いなど入り込む余地がない無機的な世界と思いがちですが、野沢定長は、「円は美しい形をしている。ならばその値も美しくなければならない」という思いに行きついたそうです。というよりも、そうあってほしいという願望の表れかもしれません。
そんな野沢定長が「忽然と円数の妙を知った」のは、10の平方根(面積が10になる正方形の一辺の長さ)が3.16であることを知ったことがきっかけだと、板倉は説明しています。
外接する正多角形と内接する正多角形の間に円周率の真理があると追求してきた野沢定長が、面積が10の正方形の一辺の長さ=平方根を美しいと感じるのは、数学者特有の感性かもしれません。
数字が、人間の感情など入り込む余地がないほど絶対的な真理として、合理のみで進められていくのとはまったく逆に見えますが、当時の数学者の感性からいえば、意志や思いを込めて「理で求める」算法の方が、むしろ自然ということかもしれません。
日本の現場では改善に際して、普通では考えられないような工夫が成功したりします。そんなとき、この、野沢定長の3.14よりも3.162を支持したい、という感覚が、論理だけでは気が付かない苦し紛れの改善のアイデアを生みだすヒントになっていることがあるような気がします。
直感でムリと思われるようなアイデアでも、さらに追求してみると、意外と方法が見つかったり、アイデアが生まれたりします。
この話しは、正しい/正しくない、あるいは、事実は何か、と議論をしているときに、いきなり、「それはそうかもしれないけど、アタシそれ好きじゃない」とか、「でも、それでいいの?」と、突然、別の論理基準を持ち出して相手をケムにまくやりかたに近いかもしれません。
論理で固まりがちな数学の世界で、自らの感覚や思いを信じて、あえて論理を外れてみることで見えてくるものがある、そんな感覚は、日本人には理解できそうですが、西洋的な合理性からいえば「クレイジー、わけが分からない」ということになりそうです。
カン・コツとマニュアルが融合するAIの世界
日本のものづくり現場の強さの秘訣は、野沢定長がこだわったように、論理的な正しさを越えて、しっくりこないといった感覚を大事にする中から、目からうろこのような改善案が生み出されていることにあると、私は本気で思っています。
それが匠の技、高度技能というものに含まれるカンやコツの一部でもあると思います。このあたりの感覚は、おおかたの日本人は「まあ、そんな考えもあるかな」と納得しても、外国人には、理解してもらえないかもしれません。
日本人の合理主義とは、単に論理だけのものではなく、感性をも併せ呑んでしまうような奥の深いものがあります。ところが、ある時期から、こうした矛盾をも包含しながら自在に遊ぶような特有の感覚を、私たちは、「非合理」と称して排斥しようとしてきました。
技術者たちはよく、カン・コツと言います。
ベテラン職人が、マニュアルの旋盤などを使って、設備の仕様では考えられない微細な精度で加工を仕上げる姿は、長いこと現場の華でした。工夫と知恵で「すっぽん」と呼ばれる5角形の嵌め合わせ加工(嵌め合わせて抜くときに、「ポン」と音がするのですっぽんと呼ばれる)を見事に仕上げたときなど、まさに神業とたたえられたものでした。
しかしながら、コンピュータが現場にも入り、先端技術を応用した設備がものづくりの現場に入ってくるようになると、そうしたベテラン職人にしかできない高度な技は、数値化できない暗黙知、汎用性のない技として、否定されるようになっていきました。
ある時期、技能伝承が危機と言われ、技術・技能はマニュアル化、数値化し、カンやコツを暗黙知から形式知化しなければならないと言われ、工場では高度技能の数値化、マニュアル化がすすめられました。
ほとんどの現場で、熟練工のカンやコツの数値化がすすめられましたが、結局、いくら数値化しても、それは使い物になりませんでした。暗黙知を形式知化すると、複数のパラメータが複雑に絡んでいることが分かり、最後の判断には長い間に蓄えた経験値が不可欠で、実用上、ほとんど使い物にならなかったからです。
これを変えたのは、AIです。職人が頭の中で判断したとてつもない量の要因を高度な半導体を利用して行うようにしたのがAIです。その様子は、囲碁や将棋の世界では次の一手予想や勝率予想などで使われるようになっています。
CHAT-GPTなどもその延長で、専門家がする思考や判断を、データを高度に利用することで可能にしたものです。大量のデータを分析して可能にするこうした技術は、量子コンピュータが現実のものになってきた今後、いっそう進むことが予想されます。今後、どこに利用されるか、楽しみであると同時に、人知を超える可能性もあり、人がコントロールできるのか、半面、不安視する意見も表明されるまでになりました。
論理と非論理が融合するものづくり文化
長い間、西洋文化の合理性や価値観を前提にして、暗黙知であるカンやコツは非合理的な要素として排除されてきました。しかし二〇〇〇年に入ると、逆に、むしろカンは経験に裏打ちされた論理だとして、その感覚をそのまま重視しようという流れになりました。
そして、IT技術、半導体技術の高度化が進んだことで、複雑な論理を処理することが可能になり、それらを駆使してカン・コツの要素を論理思考に組み直すことが可能になりました。こうして生まれたのがAIです。カン・コツの数値化が半導体、IT技術の発達で、やっと正しく取り込まれるようになってきたということでしょう。
合理性=論理を重視しながらも、非合理・非論理をも容認するおおらかさが日本の伝統的な文化だとすれば、カン・コツをそのまま認めるという認識への変化は、自然の流れと言っていいのではないかと思います。やっとそれを生かせる環境が整ってきたということでしょう。
神は唯一の絶対神とするキリスト教の西洋文明に対して、八百万の神が万物に宿り、最近ではトイレにさえ女神さまがいると考える日本人の精神は、合理/非合理の枠を超えた、ある意味で自由な発想を生みだす、東洋的な感性です。
そしてその自由さは、神道の八百万を信じる自由さよりも、むしろ八百万の神にさえこだわらない環境から生まれる万物への等距離感から出ているのではないかと思えるほどです。感情にも、理性にも等距離、万物に等距離で接する、いわばこだわりのなさが、日本のものづくりで目からうろこの工夫が生まれる根底にあるような気がします。
世界にはさまざまな人たちがいます。論理はひとつではありません。日本のものづくりはこうした融通無碍さを含んだものですが、世界に対してもっと分かりやすくして、理解してもらえるように努力することも重要ではないかと思います。
最初の「ものづくり」という表記の問題に帰っていえば、ものづくりということばに抱くイメージは、逆にどのような表現を用いようと「ものづくり」と発音しているかぎり融通無碍さ、自在さを失うことはないように思います。それこそ、意味を狭く限定せずに広い宇宙を包含する日本語らしい特徴と言えるかもしれません。

 最新情報
最新情報